首页 -> 2007年第1期
工具钳工技能竞赛应试技巧简析
作者:王 旭
关键词:工具钳工技能竞赛;应试技巧
随着我国经济的发展,社会对技工,尤其是高级技工的需求逐年增加,对技工的技术水平要求也越来越高。国家现在认识到职业教育的重要性,在加大对职业教育投入的同时大力开展职业技能竞赛,各省、市亦不断举行各类技能竞赛。竞赛中许多参赛选手实力强劲,抱有夺牌之雄心,但最后却名落孙山。本人曾多次参加全国和省、市工具钳工技能竞赛并取得过较好的成绩。现将一些应试技巧进行归纳总结,希望能对参赛选手有所帮助。
现在的工具钳工技能竞赛包括理论和操作两项考核内容。理论考核要想取得好成绩,一方面靠平时的理论知识积累,另一方面靠在考前进行有针对性的培训和复习。本文主要着重于操作技能应试技巧。
工具钳工操作技能竞赛因受场地、设备和考试时间等诸多条件的限制,竞赛题目主要以锉配件为主,一般考试时长多为4~8小时。
考前的充分准备
(一)量具的准备
工具钳工操作考试所需量具种类繁多,但选手可根据准备通知单来准备量具。量具准备齐全后要对其进行检测校正,这个工作应由正规检测部门完成。但是,人与人的测量力是有所区别的,所以由正规检测部门检测校正后的量具,选手还需亲自进行检测,以确定自己的测量误差并及时进行调整。此项工作是一项细致耐心的工作,只有量具准确才能保证加工件的精度要求。因此,必须对量具进行逐个检查,做到对每一件量具都心中有数,这是取得好成绩最基本的条件。
(二)工具的准备
钳工操作考试所需工具也同样种类繁多,但也会给出准备通知单。选手可根据准备通知单来进行准备。工具准备是否充分直接影响到工件的加工质量和速度。
锉刀的准备由于工具钳工操作考试主要是以锉配件为主,锉刀的准备工作也就显得尤为突出。首先,锉刀的尺寸规格要齐全,并且在每个尺寸规格中都要准备粗、中、细几种粗细规格。其次,为避免因考件材质出现问题而影响选手的水平发挥,应选用由高碳钢T13或T12制成并经热处理后切削部分硬度达到HRC62~72的锉刀。一般应选用正规大厂产品,最好选用进口锉刀。同时还要检测锉刀的两个主要加工面是否平直,有无扭曲。最后,为方便锉配时的角度清根,还要将所选锉刀进行一些修磨加工,一般是修磨出3°~5°的斜角。此角度不宜过大或过小,过大易切入工件;过小则不能很好地起到清根效果。
锯弓和锯条的准备锯割操作在工具钳工操作竞赛中是必不可少的。锯割技能的好坏直接影响到加工工件的质量和速度,所以应挑选强度高且比较平直的锯弓,最好选用固定式锯弓,这样可避免因锯弓不正所引起的锯缝的歪斜。选择锯条时,其粗细规格应备全,数量应带足。同时锯条要具备较高的质量,质量好的锯条可减少考试中换锯条的次数,从而节约时间。建议最好选用双金属锯条。
钻头、铰刀和丝锥的准备孔类加工操作在工具钳工操作竞赛中是必不可少的,所占分数比较多,但也是最不易得分之处。这不仅由于其精度受设备性能的影响,而且还与选手在工具上的准备有关。首先将各尺寸的钻头修磨成型,并进行试钻以确定其是否可用。其次应对铰刀进行试铰以确定其是否满足加工需要。对于崭新的铰刀要对其进行研磨,只有这样才能保证铰孔的尺寸精度和表面粗糙度。最后,丝锥应统一选用机用丝锥,并配齐铰杠。
其他工具的准备除对上述工具进行认真准备外,还要对准备通知单上的其他工具进行细致的准备。例如,平口钳要检测其两钳口是否平行,钳口是否与底座垂直;划线工具是否顺手,划规和划针应事先进行刃磨;红丹粉或粉笔这样的小东西也要准备齐全。
(三)心理和生理的准备
首先,考前应保证有一个良好的心态,每个参赛选手在赛前都会为自己制定一个目标,这往往是选手拼搏的动力。选手不要过多地考虑自己的考试成绩,只要求自己发挥出自己的正常水平即可。过高的要求会对选手产生极大的心理压力,会使其难以发挥正常水平。其次,考前一定要认真熟悉考场,对自己所在工位所处的环境条件(如光线的强弱、钳口的高度、台钻的型号和位置、砂轮机的位置、甚至厕所的方位),都要心中有数。最后,选手要有充分的体能储备,因为工具钳工技能操作考试的时间一般比较紧张,劳动强度较大。成绩虽然是技能水平的体现,但如果没有充足的体能储备,很难按时完成考试工件的加工,也就不可能取得好的成绩。
(四)平时操作技能的训练
选手要想在技能竞赛中取得好成绩,自己的基本功是个关键因素。俗话说:台上十分钟,台下十年功。就是比喻任何成绩的取得,都是平时不断努力和积累的结果。只有平时扎扎实实地进行基本功的训练,才会在竞赛中发挥出较高的水平。选手应多加工一些以前竞赛考题的工件,在训练中进行实考模拟,并养成良好的时间观念。同时对各类考件都要进行细致的加工工艺分析,做到成竹在胸,这样在考场上才能事半功倍。
竞赛考试中的临场发挥技巧
(一)看懂图纸、检查来料并制定正确的加工工艺
此项工作非常重要,选手一定要认真对待。首先,选手应看懂图纸,搞清图纸上的各项加工要求。其次,根据图纸检查来料尺寸,若发现材料有缺陷应及时进行调换。最后再根据图纸和来料尺寸制定出合理的加工工艺。加工工艺制定得正确与否,既是选手个人综合素质的体现,也将直接影响到工件的加工质量。
(二)工量具的摆放
选手进入考场后,应尽快将工量具在自己的工位上摆放整齐。为节约考试时间,应将常用的工具放在自己的右手处(左撇子应放在左手处),将常用的量具摆放在随手就能拿到的地方,可将不常用的工量具摆放在稍远处。将所有量具的盒子打开,将软钳口装好并调整好台钳的方位。任何工具和量具都不能重叠摆放。
(三)对于封闭区间内余料的去除
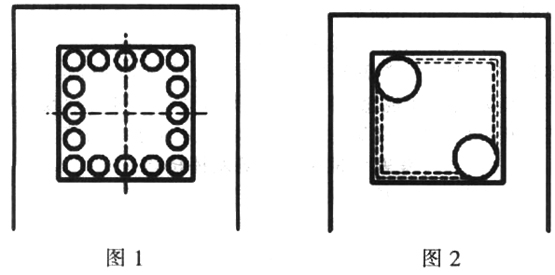
在工具钳工操作考试中常碰到封闭区间内余料的去除问题,如图1所示。以前去除余料的方法多是排孔后用扁錾子去除余料。这种加工方法不仅剩余加工余量大,费时费力,而且还会使已加工的工件外部轮廓变形,从而无法保证工件的加工质量。建议选手采用图2所示方法,即在内孔对角处钻出两个直径较大的孔后,先用方锉对孔进行修锉,然后将锯条放入孔内沿图中虚线去除余料。采用这种方法即能避免工件变形,又能减少加工余量以提高工作效率。
(四)钻床精度较差时的铰孔技巧
技能操作竞赛中经常出现对孔进行铰削加工,但这时却发现所用的钻床精度较差而无法保证孔的加工精度。如果钻出底孔后使用铰杠进行手铰,担心孔与大面的垂直度以及表面粗糙度无法保证。解决这个问题可采用如下方法进行加工,即钻出底孔后工件仍然夹在平口钳上,然后装上铰刀,左手抓住钻床的进给手柄下压,右手直接扳动钻床主轴,在钻床上完成手铰工作。采用这种方法,既能保证孔与大面的垂直度,又能保证孔的表面粗糙度。
(五)完成考件后的注意事项
当选手在规定时间内完成工件的加工后,首先,应对所有边角进行倒角处理,以防其影响测量精度。其次,应重新检测所有尺寸,防止因加工变形而改变已有尺寸。若已经产生加工变形,要及时进行修整。最后,要给工件的各个型面涂少许机油,以防止工件上锈而影响检测质量。
以上是对一些应试技巧进行的归纳总结,希望能对以后参加竞赛的选手有所帮助。
作者简介:
王旭(1972―),安徽蚌埠人,蚌埠机械技工学校一级实习指导教师,研究方向为钳工工艺学与钳工生产实习。