首页 -> 2008年第1期
车削对配圆锥在实训教学中的应用
作者:王 飞

关键词:车削;对配圆锥;教学方法
在机械制造中,有许多零件应用圆锥配合,而圆锥常选择在车床上用转动小滑板的方法车削。因此采用转动小滑板法车削圆锥是车工实训教学中的一个重要课题,也是学生较难掌握的课题。每年的技能鉴定表明,学生对此部分内容掌握得并不理想,只有很少学生能达到要求。为此,我们总结了一套圆锥车削训练方法——对配圆锥车削法。教学中我们进行了分析和探讨,一次性搬角度车削对配圆锥训练法,收到了较好效果。
车削圆锥的传统训练法及其弊端
传统训练法是转动小滑板法车削圆锥。在车削工件的圆锥表面前,车床的小滑板必须转过一个角度,使得车床小滑板移动的轨迹和机床主轴的旋转轴线夹角等于圆锥半角(a/2)。车削圆锥既要保证圆锥角正确,又要保证圆锥直径正确。车削圆锥常用的训练方法是把小滑板转过一个圆锥半角(近似值),圆锥大径不加工到尺寸,用角度尺或圆锥塞规(圆锥套规)调整角度,待角度调整正确后,在车削圆锥大径至尺寸。此方法车削圆锥调整角度效率较低,常因角度还没有调整正确,圆锥大径已加工到尺寸,造成半途而废,学生常因此而失去信心。另外,用研配接触面积判断圆锥车削质量时,无法断定是由于角度不正确,还是表面质量差所造成的接触面积达不到要求。因此,学生在技能训练过程中,无法进行针对性地练习,技能水平很难有较大提高。
对配圆锥车削方法的基本思想
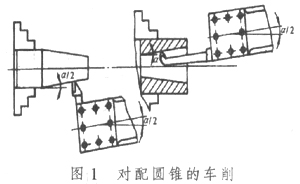
鉴于车削圆锥的传统训练法存在的弊端,我们采用了圆锥角、圆锥大径尺寸和圆锥表面质量互不影响的训练方法。圆锥半角首先用百分表调整正确,用一次性搬角度车削内外圆锥的方法保证圆锥大径尺寸及圆锥表面质量。其车削的基本思想是:先车削外圆锥,将圆锥半角和圆锥直径车削正确;车削内圆锥时,不变动小滑板角度,将主轴反转,切削刃向上(或主轴正转,切削刃向下),刀尖严格对准工件旋转中心,转动中,滑板手柄、车刀移向对面车削,由于小滑板的角度没有改变,因此可获得接触面较好的圆锥配合表面(如图1)。另外,在检验时,如果表面接触面积达不到要求,那么和内外圆锥角度不一致关系不大,这样可以有针对性地分析原因和加强练习。
对配圆锥的车削方法
可根据刀具选择的不同,拓展为四种不同的相互配套的车削方法,各有其优、缺点,在此作详细介绍。
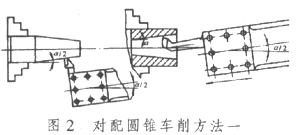
方法一:车圆锥时,小滑板角度按车外圆锥的方向转动,用90°外圆车刀车削外圆锥。车削内圆锥时,选择反内孔车刀,和普通车孔相比车刀车孔的对面,机床主轴反转,刀尖向上(如图2)。此方法是技能训练过程中最常用的一种方法,刀具需特殊刃磨,刀具的长度可按工件孔的大小和长度制作,刀具强度较高,表面质量容易控制,缺点是通用性差。
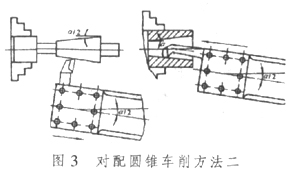
方法二:车削圆锥时,小滑板角度按车内锥方向转动,车削外圆锥时,圆锥小端靠近卡盘,用90°左偏刀车削外圆锥,小滑板反向进给。内圆锥用普通镗孔刀车削,机床主轴全部正转(如图3)。这种车削方法车外圆锥的刀具强度受到影响,表面质量不宜保证,而且需切工艺槽。但使用这种方法,工件的内圆锥较好车削,并且带外圆锥工件的同轴度容易保证。
方法三:车圆锥时,小滑板角度按车外圆锥方向转动。用90°外圆车刀车外圆锥。车内圆锥时,选择普通镗孔车刀,主轴正转,刀尖向下,和普通车孔相比车刀在对面车削(如图1)。这种车削方法和方法一基本相同。需要把普通的内孔车刀进行修磨。把内孔车刀的刀杆去薄,以满足车刀刀尖的中心和主轴的旋转轴线等高。
方法四:车圆锥时,小滑板角度按车内圆锥方向转动,用普通内孔车刀车内圆锥。同样用内孔车刀车外圆锥,机床主轴反转,刀尖向上,和用普通90°外圆刀车外圆锥不同的是,在对面车削(如图4)。此方法较方便,只用一种车刀就能完成内外圆锥的车削。但车外圆锥时,刀具的强度没有用90°外圆车刀强度高,表面质量不宜保证,而且车削外圆锥的角度受中滑板行程的限制不能太大。

以上几种方法可根据操作者的现有条件进行选择,或制作专用刀具以克服该方法的不足,提高圆锥表面的加工质量。
车削对配圆锥应注意事项
(一)在工艺许可的情况下,一般先车削外圆锥,再车削内圆锥,因为外圆锥的精度和表面质量比内圆锥容易保证,然后用外锥去配作内锥。
(二)车内圆锥时,既要保证表面粗糙度,又要保证圆锥直径,较难掌握,而且耗费时间,所以精车内圆锥时可选择小被吃刀量车削。
(三)为保证圆锥面的精度和表面粗糙度符合要求,车刀的刀体必须具有足够的刚性,切削刃应该始终保持锋利状态,进刀应均匀,同时必须确定合适的切削速度。
(四)车削圆锥时,车刀的安装必须和工件的旋转中心等高,否则母线会呈双曲线,影响配合精度。
此方法应用于车削圆锥技能训练课程中,学生对圆锥配合掌握得更扎实,精度有了很大的提高。此方法运用在高级工技能鉴定及技能竞赛中同样取得了较好的效果,因此有必要进行深入探讨及推广。
参考文献:
[1]陈卫国.高级车工技能训练[M].北京:中国劳动出版社,1991.
[2]陆根奎.车工技师培训教材[M].北京:机械工业出版社,2002.
作者简介:
王飞(1977—),男,河北张家口人,天津工程师范学院助理实验师,主要从事车工实训教学。